 |
|
Revista Multidisciplinar Epistemología de las Ciencias
Volumen 2, Número 1, 2025, enero-marzo
DOI: https://doi.org/10.71112/8p1egg26
OBTENCIÓN DE COMBUSTIBLES SINTÉTICOS A PARTIR DE RESIDUOS DE
POLIETILENO DE ALTA DENSIDAD (HDPE) MEDIANTE SIMULACIÓN EN ASPEN
PLUS ®
OBTAINING SYNTHETIC FUELS FROM HIGH-DENSITY POLYETHYLENE (HDPE)
WASTE THROUGH SIMULATION IN ASPEN PLUS ®
Grover Mercado Condori
Grisel Santamaria Vasquez
Bolivia
58 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
DOI: https://doi.org/10.71112/8p1egg26
Obtención de combustibles sintéticos a partir de residuos de polietileno de alta
densidad (HDPE) Mediante Simulación en Aspen Plus ®
Obtaining synthetic fuels from high-density polyethylene (HDPE) waste Through
Simulation in Aspen Plus ®
Grover Mercado Condori
grovermercadocondori@gmail.com
https://orcid.org/0009-0009-7032-3853
Universidad Pública de El Alto (UPEA)
Bolivia
Grisel Santamaria Vasquez
griselsantamariavasquez@gmail.com
https://orcid.org/0009-0008-4156-0676
Universidad Pública de El Alto (UPEA)
Bolivia
RESUMEN
El reciclaje de plásticos, especialmente el polietileno de alta densidad (HDPE), ha ganado
relevancia debido a su impacto ambiental. La pirólisis, un proceso de descomposición térmica,
emerge como una solución viable para convertir estos residuos en combustibles sintéticos,
reduciendo así la acumulación de plásticos. El objetivo de este estudio es simular, mediante
Aspen Plus®, el proceso de pirólisis de HDPE para obtener combustibles sintéticos. Se utilizó
el software Aspen Plus® para modelar y simular las condiciones óptimas de pirólisis,
analizando parámetros como temperatura y tiempo de residencia. Los resultados muestran
que, bajo condiciones específicas, el proceso puede generar productos con propiedades
similares a los combustibles convencionales. Las conclusiones destacan el potencial de la

59 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
pirólisis como una alternativa para la valorización de residuos plásticos y su aplicabilidad en la
producción de combustibles renovables, contribuyendo a la sostenibilidad ambiental.
Palabras clave: reciclaje, polietileno, pirólisis, combustibles sintéticos, Aspen Plus®.
ABSTRACT
The recycling of plastics, especially high-density polyethylene (HDPE), has gained relevance
due to its environmental impact. Pyrolysis, a thermal decomposition process, is emerging as a
viable solution to convert this waste into synthetic fuels, thereby reducing the accumulation of
plastics. The objective of this study is to simulate, using Aspen Plus®, the pyrolysis process of
HDPE to obtain synthetic fuels. Aspen Plus® software was used to model and simulate optimal
pyrolysis conditions, analyzing parameters such as temperature and residence time. The results
show that, under specific conditions, the process can generate products with properties similar
to conventional fuels. The conclusions highlight the potential of pyrolysis as an alternative for
the recovery of plastic waste and its applicability in the production of renewable fuels,
contributing to environmental sustainability.
Keywords: recycling, polyethylene, pyrolysis, synthetic fuels, Aspen Plus®.
Recibido: 15 de enero 2025 | Aceptado: 12 de febrero 2025
60 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
INTRODUCCIÓN
El uso de plásticos ha adquirido una gran relevancia en el desarrollo de un estilo de
vida moderno, debido a su versatilidad y su amplia aplicación en diversos sectores (Conesa, J.
A., Marcilla, A., Font, R., & Caballero, J. A., 1996). Sin embargo, la creciente generación de
residuos plásticos, particularmente el polietileno de alta densidad (HDPE), ha suscitado una
gran preocupación por su impacto ambiental. Estos residuos se acumulan en vertederos y
tienen una baja tasa de reciclaje. A pesar de sus propiedades útiles, como la alta durabilidad y
versatilidad, no se aprovechan completamente en el contexto de la economía circular. Esto ha
llevado a un creciente interés en la valorización de residuos plásticos, destacándose procesos
como la pirólisis, que transforman estos materiales en combustibles sintéticos. Este trabajo se
enfoca en la simulación de la obtención de combustibles a partir de HDPE mediante el software
Aspen Plus ®, con el objetivo de optimizar las condiciones operativas del proceso y promover
soluciones más sostenibles.
Según Plastics Europe y Conversio Market & Strategy GmbH (2019), la producción
global de plásticos ha mostrado un crecimiento constante en las últimas décadas, alcanzando
cifras significativas que reflejan su amplio uso en múltiples industrias. Sin embargo, este
aumento también ha generado un desafío ambiental relacionado con la acumulación de
residuos y la baja tasa de reciclaje, especialmente en polímeros como el polietileno de alta
densidad (HDPE)
La pirólisis, un proceso térmico, se define como la ruptura o descomposición de
materiales por el efecto del calor o fuego. La etimología de la palabra pirólisis proviene de "piro"
(fuego o calor) y "lisis" (ruptura o descomposición), lo que explica su función básica en la
degradación térmica, como la de una biomasa, en una atmósfera inerte libre de agentes
oxidantes (Gao, F., 2010; La República, 2022). Este proceso se ha consolidado como una
opción eficaz para la conversión de residuos plásticos en productos valiosos.
61 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
En términos de reciclado, existen varios enfoques que incluyen procesos físicos y
químicos. Los métodos físicos, comúnmente denominados las "tres R" (reducción, reutilización
y reciclaje), son menos eficientes, ya que los residuos plásticos suelen regresar al medio
ambiente y, eventualmente, se dispersan como microplásticos. Además, estos métodos
requieren altos costos laborales debido a la necesidad de separar los materiales, lo que afecta
la sostenibilidad del proceso (Moinuddin et al., 2012). En cambio, el proceso químico a través
de la pirólisis ofrece una alternativa más eficiente y económica, ya que permite recuperar la
energía contenida en los plásticos y transforma los residuos en combustibles valiosos (Anuar et
al., 2016; Zadgaonkar, 2006).
Diversos estudios han abordado la problemática de los residuos plásticos y su
conversión en productos útiles. En este contexto, Amar Gil, Sebastián, Ardila Arias, Alba N., y
Barrera Zapata, Rolando (2019) destacan la pirólisis como una solución viable para mitigar el
impacto ambiental de los plásticos, ya que permite recuperar energía y generar productos como
combustibles líquidos y gaseosos. En su investigación, implementaron dos modelos en Aspen
Plus para simular el proceso de pirólisis a partir de residuos plásticos, observando que los
modelos cinéticos resultaron ser más precisos que los termodinámicos para predecir los
rendimientos y las propiedades de los productos obtenidos. Además, concluyeron que el HDPE
favorece la formación de combustibles líquidos, lo que resalta su potencial como fuente de
energía.
Por otro lado, Ordoñez-Agredo et al. (2023) realizaron una revisión bibliométrica
centrada en la pirólisis de PET y PS, buscando optimizar el proceso para favorecer la
producción de productos gaseosos. Estos gases, a su vez, pueden utilizarse como precursores
para el crecimiento de nanoestructuras de carbono, ampliando así las aplicaciones industriales
de los residuos plásticos. En este sentido, sugieren que la reducción de temperaturas y tiempos
de reacción mejora tanto la eficiencia del proceso como la calidad de los productos generados.
62 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
En línea con este enfoque, la investigación de Rejas et al. (2015) demostró que la
pirólisis de residuos plásticos, como el HDPE, puede generar hidrocarburos líquidos con
propiedades similares a los combustibles convencionales. Según su estudio, los productos
obtenidos pueden refinarse para producir diésel, gasolina y queroseno, ofreciendo una
alternativa energética sostenible. Además, este proceso contribuye a la reducción de la
dependencia de fuentes de energía no renovables, lo que refuerza la importancia de la pirólisis
como una solución sostenible y rentable para la valorización de residuos plásticos.
La acumulación de residuos plásticos ha generado una crisis ambiental significativa en
las últimas décadas, especialmente debido a polímeros de alta durabilidad como el polietileno
de alta densidad (HDPE). Este material, ampliamente utilizado en envases y productos
industriales, presenta un bajo índice de biodegradabilidad, lo que dificulta su gestión eficiente
(López et al., 2018). En respuesta a esta problemática, la valorización de residuos plásticos
mediante procesos termoquímicos, como la pirólisis, ha surgido como una alternativa sostenible
para la producción de combustibles sintéticos (García & Torres, 2020).
El proceso de pirólisis permite descomponer térmicamente los polímeros en ausencia
de oxígeno, generando productos líquidos, gaseosos y sólidos con alto valor energético
(Martínez et al., 2021). Investigaciones recientes han demostrado que la conversión de HDPE
mediante este método puede producir hidrocarburos líquidos con características similares a los
combustibles fósiles convencionales (Rodríguez & Sánchez, 2019). De acuerdo con Pérez et al.
(2022), el rendimiento de los productos obtenidos está directamente influenciado por variables
como la temperatura de reacción, la presencia de catalizadores y el tiempo de residencia.
Además, Miskolczi et al. (2009) investigaron la pirólisis de plásticos de desecho en un
reactor tubular a 520 °C y 9 kg/h, utilizando un catalizador ZSM-5 al 5% para mejorar la ruptura
de enlaces C-C. Se obtuvieron productos como gases, gasolina (C5–C15) y petróleo ligero
(C12–C28), con rendimientos del 20-48% y 17-36% respectivamente, dependiendo de las
63 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
condiciones operativas. El catalizador incrementó la producción de fracciones ligeras y redujo el
peso molecular medio, mejorando la calidad del combustible. Además, disminuyó impurezas
(N, S, P, Ca) presentes en residuos agrícolas, optimizando la pureza de los productos finales.
Por otro lado, estudios recientes como el de Crespo (2019) abordan la importancia de
controlar las condiciones operativas de la pirólisis, como la temperatura y el tiempo de
residencia, para optimizar la producción de líquidos, gases y sólidos. Crespo señala que en la
pirólisis convencional, a temperaturas más bajas, se prioriza la producción de sólidos, mientras
que las altas temperaturas y tiempos de residencia más cortos favorecen la obtención de
líquidos. Estos hallazgos son cruciales para mejorar los rendimientos del proceso de obtención
de combustibles a partir de plásticos.
Diversas investigaciones han explorado la viabilidad de este proceso en términos de
sostenibilidad y aplicación industrial. Según Gómez et al. (2016), la pirólisis de plásticos no solo
reduce la cantidad de desechos acumulados en los vertederos, sino que también contribuye a
la diversificación de fuentes energéticas renovables. Por su parte, Jiménez & Vargas (2020)
resaltan que la integración de modelos cinéticos en Aspen Plus mejora la precisión de la
predicción de rendimientos y la calidad de los combustibles obtenidos. Asimismo, estudios
como el de Rojas & Medina (2018) han analizado el impacto ambiental del proceso, destacando
la reducción de emisiones contaminantes en comparación con la incineración de residuos
plásticos.
La simulación del proceso en Aspen Plus se ha convertido en una herramienta clave
para la optimización y el análisis de las condiciones operativas. Estudios como el de Fernández
et al. (2017) han evidenciado que la modelización computacional permite predecir con mayor
precisión el comportamiento de los residuos plásticos durante su conversión en combustibles
líquidos. Además, la simulación facilita la evaluación de diferentes escenarios para mejorar la
64 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
eficiencia energética y minimizar la generación de subproductos no deseados (Ramírez & Ortiz,
2023).
La valorización de residuos plásticos a través de la pirólisis y su simulación en Aspen
Plus representa una estrategia prometedora para la producción de combustibles sintéticos.
Investigaciones recientes han demostrado que la optimización de variables operativas es
crucial para maximizar la eficiencia del proceso y mejorar la calidad de los productos obtenidos
(Hernández et al., 2021). Por ello, este estudio se enfoca en la simulación del proceso de
conversión de HDPE en combustibles líquidos mediante Aspen Plus, con el objetivo de
identificar condiciones óptimas que favorezcan su implementación a escala industrial.
La simulación de estos procesos en Aspen Plus se ha convertido en una herramienta
poderosa para predecir los resultados del proceso y optimizar las condiciones operativas.
Según Salazar et al. (2024), la conversión de plásticos en combustibles líquidos a través de la
pirólisis y la posterior condensación de los hidrocarburos generados es un área de gran interés,
con aplicaciones tanto en la industria energética como en la gestión de residuos. Además, los
modelos de Aspen Plus permiten estudiar las interacciones complejas dentro del proceso,
como la transferencia de calor y la condensación de productos líquidos, lo que contribuye a una
mayor comprensión de su funcionamiento.
En este contexto, el estudio de Proaño & Crespo (2009) proporciona datos clave sobre
la relación entre las condiciones operativas y la composición de los productos obtenidos. De
acuerdo con sus hallazgos, el tiempo de reacción en la pirólisis tiene un impacto significativo en
la distribución de los productos, con tiempos más largos favoreciendo la formación de líquidos.
En el caso específico de la pirólisis de HDPE, el estudio sugiere que la optimización de este
parámetro es esencial para maximizar la producción de combustibles líquidos.
Por último, investigaciones como la de Zhang et al. (2018) implementan la co-pirólisis
catalítica rápida asistida por microondas (co-MACFP) de granos secos de destilería con
65 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
solubles (DDGS) y películas de plástico agrícola de desecho (WAPMFs). Utilizando SiC como
absorbente de microondas y ZSM-5/MCM-41 jerárquico como catalizador, se observan mejoras
significativas en el rendimiento de carbono de los hidrocarburos en el bio-oil, lo que demuestra
el potencial de este proceso para aumentar la eficiencia y reducir la formación de coque.
Por lo tanto, se han elaborado varias alternativas para llevar a cabo un proceso
eficiente de reciclado de los desechos plásticos, y esos métodos incluyen procesos físicos y
químicos. Los métodos físicos, conocidos como las "tres R" (reducción, reutilización y
reciclado), son inapropiados, ya que los residuos plásticos finalmente terminan como desechos
plásticos y requieren altos costos laborales para su separación, lo que reduce la sostenibilidad
del proceso (Anuar et al., 2016). En cambio, el proceso químico mediante pirólisis se presenta
como una opción más eficiente y económica, ya que puede restaurar la energía contenida en el
plástico (Zadgaonkar, 2006).
En conclusión, la conversión de residuos plásticos en combustibles sintéticos mediante
pirólisis y su simulación en Aspen Plus representa una solución prometedora para mitigar el
impacto ambiental de los residuos plásticos, al tiempo que se generan productos valiosos como
combustibles líquidos. Los estudios previos han proporcionado valiosos conocimientos sobre
los aspectos técnicos y operativos del proceso, lo que sienta las bases para futuras
investigaciones que busquen mejorar la eficiencia y la rentabilidad de esta tecnología.
METODOLOGÍA
Este estudio se llevará a cabo bajo un paradigma cuantitativo, utilizando un diseño
experimental. El paradigma cuantitativo, según Arias (2019), se centra en la medición objetiva y
el análisis estadístico de datos para establecer relaciones causales entre variables. El diseño
experimental, como señala Hernández et al. (2014), permite manipular variables
independientes (en este caso, las condiciones de operación del proceso de conversión de
66 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
HDPE) para observar su efecto en la variable dependiente (la producción de combustibles
sintéticos).
Simulación en Aspen Plus ®
La simulación del proceso de obtención de combustibles sintéticos a partir de residuos
de polietileno de alta densidad (HDPE) se realizará utilizando el software Aspen Plus V14. Este
software es ampliamente reconocido en la industria química y de procesos por su capacidad
para modelar y simular sistemas complejos, incluyendo procesos de conversión de polímeros.
La metodología para la simulación en Aspen Plus ® se basará en investigaciones
previas y mejores prácticas en la simulación de procesos de conversión de plásticos. Se
seguirán los siguientes pasos:
1. Recopilación de datos: Se recopilarán datos sobre las propiedades del HDPE, las
condiciones de operación del proceso (temperatura, presión, flujo, etc.) y las
características de los combustibles sintéticos deseados.
2. Desarrollo del modelo: Se propone un modelo detallado del proceso en Aspen Plus ®,
incluyendo la unidad de reacción con las corrientes de materiales y energía, y las
propiedades termodinámicas de las sustancias involucradas.
3. Análisis de resultados: Se analizará los resultados obtenidos de la simulación en
Aspen Plus ®, considerando parámetros clave como el rendimiento del proceso..
Reacciones químicas de la Pirólisis
Según (Aspen Technology, 2025), el mecanismo de la pirólisis se basa en reacciones
típicas de la química radical, que incluyen etapas de iniciación, propagación y terminación. La
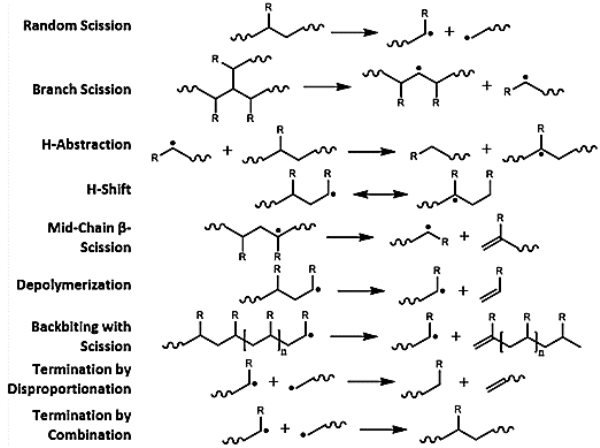
Figura 3 ilustra las principales reacciones radicalarias que ocurren durante este proceso. En el
caso del HDPE, el grupo R representado en dicha figura corresponde a un átomo de hidrógeno,
como también se observa en la Figura 1.
67 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
Figura 1
Mecanismos radicales de las reacciones de pirólisis
Fuente: (Aspen Technology, 2025)
Los principales mecanismos de reacción involucrados en la degradación de polímeros
incluyen procesos de escisión, transferencia de hidrógeno y terminación de radicales. La
escisión aleatoria implica la ruptura homolítica de enlaces en la cadena polimérica, generando
fragmentos más cortos con radicales en sus extremos, mientras que la escisión de ramificación
ocurre en puntos de ramificación, produciendo un radical central y otro terminal. La abstracción
de hidrógeno y el desplazamiento de hidrógeno permiten la transferencia o migración de
átomos de hidrógeno entre radicales y cadenas, modificando la ubicación de los radicales. La
𝛽-escisión rompe enlaces entre átomos en posiciones 𝛼 y 𝛽 respecto a un radical, generando
cadenas con dobles enlaces y radicales terminales.
Por otro lado, la despolimerización libera monómeros desde extremos con radicales
activos, mientras que el retroceso con escisión combina la abstracción de hidrógeno con una
posterior 𝛽-escisión. Los mecanismos de terminación incluyen la desproporción, donde dos
radicales transfieren hidrógeno entre sí, resultando en cadenas inactivas con grupos terminales
68 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
saturados e insaturados, y la combinación, que une dos cadenas radicales en una sola
estructura inactiva. Estos mecanismos son fundamentales para comprender la degradación y el
reciclaje de polímeros en procesos de simulación química.
Según (Aspen Technology, 2025), La pirólisis se puede diferenciar en tres tipos según
la temperatura a la que se lleva a cabo: lenta, rápida y flash. La pirólisis lenta se realiza a
temperaturas moderadas, entre 350 y 450 °C, mientras que la pirólisis rápida opera en un
rango más alto, de 500 a 800 °C. En el caso de la pirólisis flash, las temperaturas alcanzan
aproximadamente los 1000 °C.
Estudio de caso: Pirólisis del HDPE
En este estudio, se realizó la pirólisis de polietileno de alta densidad (HDPE) con un
peso molecular promedio (MWn) de 125,000 y un índice de polidispersidad (PDI) de 2,
utilizando el software Aspen Plus V14, según la metodología propuesta por Aspen Technology
(2022). El análisis de sensibilidad permitió estimar la temperatura óptima para maximizar la
conversión de HDPE en combustibles sintéticos, obteniendo resultados que contribuyen a la
mejora del proceso.
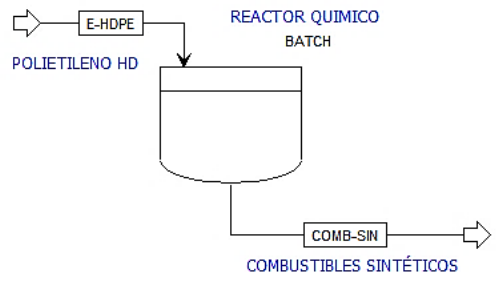
A continuación, se presenta el diagrama de flujo propuesto:
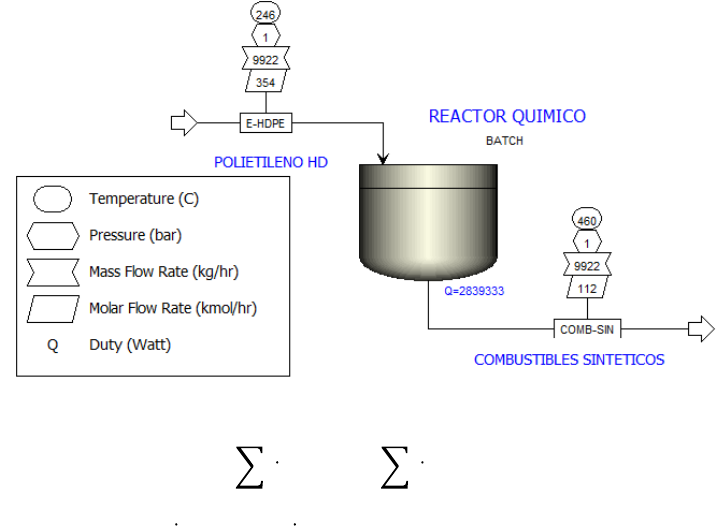
Figura 2
PFD del proceso de Pirolisis con Reactor Batch
Fuente: Elaboración propia en base a herramientas de aspen PLUS v14, febrero 2025.
69 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
Las condiciones del flujo de alimentación de E-HDPE al reactor BATCH son detalladas
en las Tablas 1.
Tabla 1
Variables independientes de proceso Flujo E-HDPE
N:
Flujo
Parámetros
Valor
Componentes
Fracción
Molar
1
Temperatura
246,265 ºC
C2=
0,0004
2
Presión
1 bar
HDPE
0,9996
3
E-
HDPE
Flujo Molar
353.676 lbmol/h
H2O
-
Fuente: Elaboración propia, febrero 2025.
La Tabla 2 presenta las condiciones operacionales del reactor químico BATCH,
detallando parámetros clave como temperatura, presión y otros factores críticos que influyen en
la reacción.
Tabla 2
Configuración del Reactor Químico (BATCH)
N°
VARIABLES
E-REACT
1
Temperatura Constante
460
o
C
2
Fase de Producto
Liquido
3
Tiempo de Residencia
3 Horas
4
Ciclo Total de tiempo
360 Segundo
Fuente: Elaboración propia, febrero 2025.
La Tabla 3 presenta las especies químicas de bajo peso molecular en el modelo de
HDPE, fundamentales para entender sus propiedades y comportamiento en el proceso.
Tabla 3
Componentes de bajo peso molecular en el modelo de HDPE
Número de
Carbono
Tipo
Parafínico
Tipo
olefínico
Tipo
Diolefínico
1
C1
70 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
2
C2
C2=
3
C3
C3=
4
C4
C4=
C4==
5
C5
C5=
C5==
6
C6
C6=
C6==
7
C7
C7=
C7==
8
C8
C8=
C8==
9
C9
C9=
C9==
10
C10
C10=
C10==
11
C11
C11=
C11==
12
C12
C12=
C12==
13
C13
C13=
C13==
14
C14
C14=
C14==
15
C15
C15=
C15==
16
C16
C16=
C16==
17
C17
C17=
C17==
18
C18
C18=
C18==
19
C19
C19=
C19==
20
C20
C20=
C20==
Fuente: (Aspen Technology, 2025)
La Tabla 4 describe las reacciones químicas y el tipo involucrados en el proceso de
pirólisis del HDPE, esenciales para comprender su descomposición molecular durante la
pirólisis. Esta información es crucial para el estudio, control y optimización de la producción de
productos derivados.
Tabla 4
Reacciones químicas de la pirólisis de HDPE
Active
Reacción
Reactantes
Productos
1
Verdadero
Random scission
Dₙ
->
Pₘᴱ + Pₙ₋ₘᴱ
2
Verdadero
H-abstraction
Pₙᴱ + Dₘ
->
Dₙ + Pₘᴹ
3
Verdadero
H-shift
Pₙᴱ
<->
Pₙᴹ
71 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
4
Verdadero
Mid-chain beta
scission
Pₙᴹ
->
Dₘ⁼ + Pₙ₋ₘᴱ
5
Verdadero
Depolymerization
Pₙᴱ
->
Pₙ₋₁ᴱ + M
6
Verdadero
Termination by
disproportionation
Pₙᴱ + Pₘᴱ
->
Dₙ + Dₘ⁼
7
Verdadero
Termination by
combination
Pₙᴱ +
Pₘ⁽ᴱ'ᴹ⁾
->
Dₙ₊ₘ
Fuente: (Aspen Technology, 2025)
En la Tabla 5 se presentan los valores de pre-exponencia, los cuales fueron ajustados
para concordar con los datos experimentales, partiendo de los valores iniciales de todos los
parámetros obtenidos en el trabajo previo realizado por Levine y Broadbelt. (Aspen Technology,
2025).
Tabla 5
Constantes de velocidad para la pirólisis de HDPE
Reaction
Segment
1
Segment
2
Pre-Exp
Act-
Energy
Act-
Volume
1/sec
J/kmol
cum/kmol
1
Random scission
ETH
ETH
9,00E+16
375555960
0
2
H-abstraction
ETH
ETH
275000000
46892160
0
3
H-shift
ETH
ETH
1E+10
76618440
0
4
Mid-chain beta
scission
ETH
ETH
5,35E+14
120998520
0
5
Depolymerization
ETH
ETH
1,29E+12
118905120
0
6
Termination by
disproportionation
ETH
ETH
1,1E+10
9629640
0
7
Termination by
combination
ETH
ETH
1,1E+11
9629640
0
Fuente: (Aspen Technology, 2025)
Una vez que se han simulado los diagramas de flujo correspondientes al caso de
estudio, se procede a validar los resultados obtenidos mediante el software simulador Aspen
PLUS. A continuación, estos resultados se someten a un análisis en términos de cantidad y
pureza utilizando el simulador industrial Aspen PLUS V14.
72 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
RESULTADOS
Los resultados de la simulación confirmaron la efectividad del proceso de pirólisis para
convertir residuos de polietileno de alta densidad (HDPE) en una mezcla de hidrocarburos
líquidos. Se logró una conversión notable del HDPE en productos líquidos con un alto valor
calorífico, adecuados para su uso como combustibles. La optimización detallada del proceso
fue fundamental para maximizar la eficiencia operativa y reducir al mínimo la producción de
subproductos no deseados.
a) Resultados de balance de materia
El Balance de Materia proporciona información clave sobre la cantidad de material que
ingresa, sale y se acumula en el sistema, como se muestra en la Figura 3.
Figura 3
Diagrama de flujo de proceso con Reactor Batch en aspen PLUS V14
Fuente: Aspen PLUS V14, Mercado, enero 2023.
𝑚
𝐸𝑛𝑡𝑟𝑎𝑑𝑎
=
𝑚
𝑆𝑎𝑙𝑖𝑑𝑎
𝑚
𝐸
―
𝐻𝐷𝑃𝐸
=
𝑚
𝐶𝑂𝑀
―
𝑆𝐼𝑀
=
9921,9299 𝑘𝑔
/
ℎ
73 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
Tabla 6
Resultados de balance de materia del reactor químico (REACTOR)
N°
VARIABLES
OPERACIONALES
E-HDPE
COMB-SIN
1
Fase de flujo
Liquido
Liquido
2
Temperatura [
o
C]
246,26
460,00
3
Presión [Bar]
1,00
1,00
4
Flujo Molar [kgmol/h]
353,68
112,367
5
Flujo Masico [kg/hr]
9921,9299
9921,9299
6
Peso Molecular [MW]
28,05
88,2992
7
Entalpia Molar (kJ/kmol)
-37821,5034
-28077,0924
8
Entalpia Másica (kJ/kg)
-1348,17947
-317,976822
9
Entropía Molar (kJ/kmol-K)
-183,04524
-322,644568
Fuente: Elaboración propia a partir de Aspen PLUS V.14, febrero 2025.
• Interpretación de los resultados de la simulación del reactor químico
La simulación de la pirólisis de HDPE en Aspen PLUS V.14 mostró que el flujo
permanece en fase líquida en la entrada y salida del reactor, indicando que las condiciones de
temperatura y presión no alcanzan los puntos críticos para la fase gaseosa. La temperatura
aumenta de 246,26 °C en la entrada a 460,00 °C en la salida, reflejando un proceso
endotérmico. La presión se mantiene constante a 1 bar, en condiciones isobáricas.
El flujo molar disminuye de 353,68 kgmol/h a 112,37 kgmol/h, mientras que el flujo
másico permanece constante en 9921,93 kg/h, sin pérdidas de masa. El peso molecular
promedio aumenta de 28,05 a 88,30, indicando la formación de compuestos más pesados. La
entalpía molar disminuye de -37821,50 kJ/kmol a -28077,09 kJ/kmol, y la entalpía másica baja
de -1348,18 kJ/kg a -317,98 kJ/kg, lo que refleja la absorción de energía y menor contenido
energético en los productos. La entropía molar aumenta de -183,05 kJ/kmol-K a -322,64
kJ/kmol-K, indicando mayor desorden molecular en los productos.

74 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
Tabla 7
Resultados de composición molar del reactor químico (REACTOR)
N°
COMPONENTES
E-HDPE
COMB-SIN
1
C2=
0,0004
0,0602
2
HDPE
0,9996
0,0388
3
C1
0,0000
0,0549
4
C2
0,0000
0,0829
5
C3
0,0000
0,0714
6
C4
0,0000
0,0617
7
C5
0,0000
0,0526
8
C6
0,0000
0,0443
9
C7
0,0000
0,0369
10
C8
0,0000
0,0306
11
C9
0,0000
0,0254
12
C10
0,0000
0,0210
13
C11
0,0000
0,0176
14
C12
0,0000
0,0147
15
C13
0,0000
0,0125
16
C14
0,0000
0,0107
17
C15
0,0000
0,0093
18
C16
0,0000
0,0082
19
C17
0,0000
0,0073
20
C18
0,0000
0,0065
21
C19
0,0000
0,0059
22
C20
0,0000
0,0055
23
C3=
0,0000
0,0463
24
C4=
0,0000
0,0396
25
C5=
0,0000
0,0335
26
C6=
0,0000
0,0281
27
C7=
0,0000
0,0233
28
C8=
0,0000
0,0193
29
C9=
0,0000
0,0160

75 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
30
C10=
0,0000
0,0132
31
C11=
0,0000
0,0110
32
C12=
0,0000
0,0092
33
C13=
0,0000
0,0078
34
C14=
0,0000
0,0067
35
C15=
0,0000
0,0058
36
C16=
0,0000
0,0051
37
C17=
0,0000
0,0045
38
C18=
0,0000
0,0041
39
C19=
0,0000
0,0037
40
C20=
0,0000
0,0034
41
C4==
0,0000
0,0070
42
C5==
0,0000
0,0059
43
C6==
0,0000
0,0049
44
C7==
0,0000
0,0040
45
C8==
0,0000
0,0033
46
C9==
0,0000
0,0028
47
C10==
0,0000
0,0023
48
C11==
0,0000
0,0019
49
C12==
0,0000
0,0016
50
C13==
0,0000
0,0013
51
C14==
0,0000
0,0012
52
C15==
0,0000
0,0010
53
C16==
0,0000
0,0009
54
C17==
0,0000
0,0008
55
C18==
0,0000
0,0007
56
C19==
0,0000
0,0006
57
C20==
0,0000
0,0006
Fuente: Elaboración propia a partir de Aspen PLUS V.14, febrero 2025.
• Interpretación de los resultados de composición molar de productos obtenidos
La simulación en Aspen PLUS V.14 permitió analizar la composición molar de los
productos obtenidos de la pirólisis de polietileno de alta densidad expandido (E-HDPE). En la
76 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
entrada, el E-HDPE tiene una fracción molar predominante de 0,9996, confirmando que el
reactor procesa principalmente este polímero. En la salida, se observa una variedad de
hidrocarburos, tanto saturados (C1-C20) como insaturados (C2=, C3=, C4=, etc.), además de
dienos (C4==, C5==, etc.), evidenciando la descomposición térmica del HDPE en moléculas
más pequeñas.
Los productos pirolíticos más destacados incluyen etileno (C2=) con 0,0602, metano
(C1) con 0,0549 y etano (C2) con 0,0829, compuestos útiles para la síntesis de otros
productos. También se observa que los hidrocarburos más grandes se descomponen en
moléculas más pequeñas, lo que concuerda con el proceso de craqueo térmico. La presencia
de olefinas y dienos sugiere que la pirólisis favorece la formación de compuestos insaturados,
valiosos en la industria petroquímica. Sin embargo, una fracción residual de HDPE (0,0388) en
la salida indica que no todo el polímero se convierte, lo que podría deberse a limitaciones
operativas del reactor.
• Balance de Energía
En el proceso de pirolisis de polietileno de alta densidad (HDPE), realizaste un balance
de energía basado en la variación de la entalpía. Los valores de entalpía a la entrada y salida
del sistema son:
• Entalpía a la entrada = -37,821,503.41 J/kmol
• Entalpía a la salida = -28,077,092.41 J/kmol
La variación de entalpía (ΔH\Delta HΔH) se calcula como la diferencia entre la entalpía
de salida y la de entrada:
ΔH=H salida – H entrada
Sustituyendo los valores:
ΔH = (−28,077,092.41 J/kmol) − (−37,821,503.41 J/kmol))
Simplificando:
77 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
ΔH=−28,077,092.41 J/kmol+37,821,503.41 J/kmol
ΔH=9,744,411.00J/kmol
Este valor positivo ΔH=9,744,411.00 J/kmol indica que el sistema absorbe energía
durante el proceso. La pirolisis de HDPE es un proceso endotérmico, lo que significa que
requiere energía para romper los enlaces entre los átomos de carbono e hidrógeno en el
polímero, lo que permite la formación de productos más pequeños como gases y líquidos.
b) Interpretación de resultado gráfico
En el desarrollo de esta investigación, se realizaron dos análisis de sensibilidad. El
primero, representado en la Figura 3, reveló que la temperatura óptima se encuentra en 460°C,
con un tiempo de residencia ideal de 3 horas, considerando un flujo de materia prima de
9921.93 kg/h.
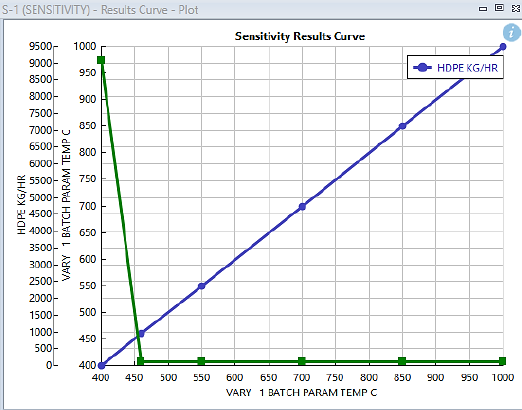
Figura 4
Análisis de sensibilidad considerando la temperatura (°C), el tiempo de
residencia (segundos) y el flujo másico de entrada (kg/h)
Fuente: Elaboración propia a partir de Aspen PLUS V.14, febrero 2025
78 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
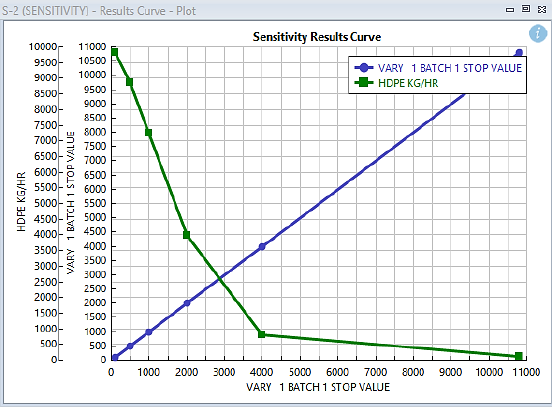
La Figura 4 presenta el segundo análisis de sensibilidad, en el que se evaluó el flujo
másico de entrada de polietileno de alta densidad, también de 9921.93 kg/h, en relación con el
consumo del reactor batch durante un tiempo de operación de 3 horas.
Figura 5
Análisis de sensibilidad considerando el flujo masico de entrada
(kg/h) y Tiempo de residencia (Seg.)
Fuente: Elaboración propia a partir de Aspen PLUS V.14, febrero 2025
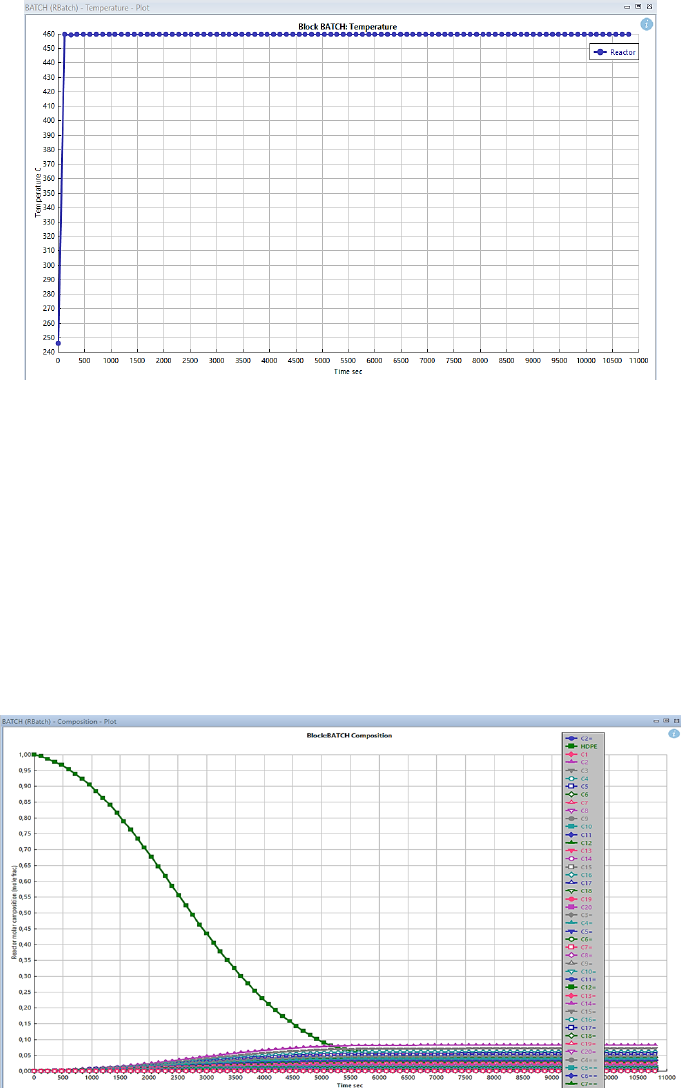
La Figura 5 muestra el análisis de la temperatura en función del tiempo, destacando
que las condiciones óptimas para el proceso se alcanzan a 460°C y 10,800 segundos, lo cual
es crucial para maximizar el rendimiento y la eficiencia del proceso.
79 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
Figura 6
Análisis de Diagrama temperatura vs tiempo
Fuente: Elaboración propia a partir de Aspen PLUS V.14, febrero 2025.
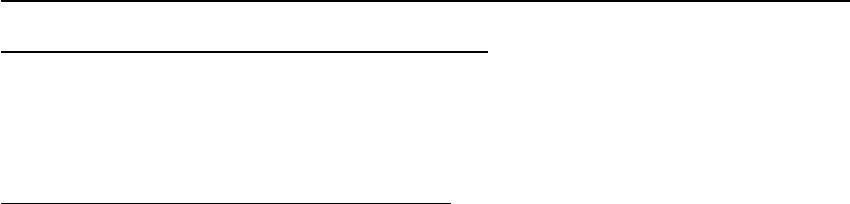
La Figura 6 muestra el consumo de HDPE a 460°C durante 10,800 segundos,
ilustrando la relación entre la pureza de la materia prima y el tiempo de procesamiento, esencial
para optimizar la pirólisis. En la Figura 7, el segundo análisis de sensibilidad evalúa el flujo
másico de HDPE (9921,93 kg/h) en relación con el consumo del reactor batch durante 3 horas.
Figura 7
Pureza (Fracción Molar) vs Tiempo de residencia (Seg.)
Fuente: Elaboración propia a partir de Aspen PLUS V.14, febrero 2025
80 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
El tiempo de permanencia en el reactor tiene una influencia considerable sobre la
calidad del producto, aunque implica un mayor consumo de energía. Por ello, es fundamental
encontrar un balance entre el tiempo de residencia y la temperatura óptima en el proceso de
pirólisis del polietileno de alta densidad.
DISCUSIÓN
Los resultados de esta investigación evidencian una relación directa entre las
condiciones operativas del proceso de pirólisis y el rendimiento de los productos obtenidos. El
incremento de la temperatura influye significativamente en la distribución de las fracciones
líquidas y gaseosas, coincidiendo con Palmay, Medina y Vargas (2021), quienes reportaron que
al aumentar la temperatura de 350 a 450 °C, disminuye la fracción líquida y aumenta la fracción
gaseosa. Identificaron que la temperatura óptima para maximizar el rendimiento de la fracción
líquida (67.85 %) es de 400 °C, con un tiempo de residencia de 6 minutos y una tasa de
calentamiento de 13 °C/min.
Por otro lado, Rejas et al. (2015) señalaron que el rendimiento en la producción de
hidrocarburos líquidos varía según el tipo de polímero, con el polipropileno y el poliestireno
alcanzando rendimientos cercanos al 70 %, mientras que el polietileno de alta y baja densidad
presenta alrededor del 20 %. Sin embargo, en este estudio se observó un mayor rendimiento
para el polietileno de alta densidad (HDPE), lo cual podría atribuirse a diferencias en las
condiciones experimentales, como la configuración del reactor, la tasa de calentamiento o el
análisis de los productos.
Finalmente, Amar Gil, Ardila Arias y Barrera Zapata (2019) destacaron la factibilidad
técnica de la valorización de residuos plásticos mediante pirólisis y la comparabilidad de los
productos obtenidos con combustibles convencionales. Mientras su estudio utilizó la versión 8.7
de Aspen Plus, con limitaciones en la modelación de reacciones complejas, esta investigación

81 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
empleó la versión 14, que permitió simulaciones más realistas y precisas gracias al análisis de
sensibilidad y modelos cinéticos actualizados.
CONCLUSIONES
Este estudio demuestra la viabilidad de la pirólisis de polietileno de alta densidad
(HDPE) para la producción de combustibles sintéticos, utilizando simulaciones en Aspen Plus
V14. Los resultados evidencian que, bajo condiciones óptimas de temperatura (460 °C) y
tiempo de residencia (3 horas), se logra una conversión eficiente del HDPE en hidrocarburos
líquidos de alto valor calorífico, con una composición predominante de olefinas y parafinas. La
simulación confirmó que el proceso es endotérmico, requiriendo un aporte energético
significativo, lo que resalta la importancia de optimizar el balance energético para mejorar la
sostenibilidad del proceso.
La investigación aporta avances significativos en el campo de la valorización de
residuos plásticos, ofreciendo una alternativa prometedora para la gestión sostenible de
desechos y la producción de combustibles renovables. Sin embargo, se identificaron
limitaciones, como la presencia de HDPE residual en los productos, lo que sugiere la necesidad
de ajustes en las condiciones operativas o el diseño del reactor.
REFERENCIAS
Amar Gil, S., Ardila Arias, A. N., & Barrera Zapata, R. (2019). Simulación y obtención de
combustibles sintéticos a partir de la pirólisis de residuos plásticos. Ingeniería y
Desarrollo, 37(2), 306-326. https://doi.org/10.14482/inde.37.2.1285
Anuar, S., Shafferina, D., Abnisa, F., Wan Daud, W. M. A., & Aroua, M. K. (2016). Revisión de
la pirólisis de los desechos plásticos. Energía Convers. Manag, 115, 308-326.
https://doi.org/10.1016/j.enconman.2016.02.037
82 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
Arias, F. G. (2019). El proyecto de investigación: Introducción a la metodología científica (6ta
ed.). Episteme.
Aspen Technology. (2025, octubre). Knowledge center. Obtenido de Pyrolysis of High-Density
Polyethylene:
https://knowledgecenter.aspentech.com/item/kb/kA04P0000008NhtSAE?idx=7&AT_EP
Reference=Aspen%20Plus&AT_EVReference=14
Conesa, J. A., Marcilla, A., Font, R., & Caballero, J. A. (1996). Thermogravimetric studies on the
thermal decomposition of polyethylene. J. Anal. Appl. Pyrolysis, 36(1), 1–15.
https://doi.org/10.1016/0165-2370(95)00917-5
Crespo, J. (2019). Viabilidad de conversión de plásticos en combustible mediante el calor
producido en un parque de colectores Fresnel.
Fernández, B., López, V., & Ortega, M. (2017). Simulation and analysis of HDPE pyrolysis using
Aspen Plus. Journal of Analytical and Applied Pyrolysis, 126, 205-214.
Gao, F. (2010). Pyrolysis of waste plastics into fuels. (tesis doctoral). University of Canterbury,
Nueva Zelanda. Accedido: Sep. 23, 2022. [En línea]. Disponible en: https://sci-
hub.ren/http://ir.canterbury.ac.nz/handle/10092/4303
García, P., & Torres, A. (2020). Advances in pyrolysis technology for plastic waste treatment.
Renewable and Sustainable Energy Reviews, 115, 109385.
Gómez, T., Vázquez, L., & Molina, R. (2016). Pyrolysis as an alternative for plastic waste
management: A technical and environmental review. Waste Management, 58, 121-133.
Hernández, P., Morales, F., & Castro, E. (2021). High-efficiency catalytic pyrolysis of HDPE for
liquid fuel synthesis. Fuel Science & Technology International, 39(2), 87-102.
Hernández, R., Fernández, C., & Baptista, P. (2014). Metodología de la investigación (6ta ed.).
McGraw-Hill.

83 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
Jiménez, H., & Vargas, O. (2020). Application of kinetic models in Aspen Plus for HDPE
pyrolysis. Journal of Cleaner Production, 252, 119731.
Li, Z., Zhong, Z., Zhang, B., Wang, W., Seufitelli, G. V. S., & Resende, F. L. P. (2020). Catalytic
fast co-pyrolysis of waste greenhouse plastic films and rice husk using hierarchical
micro-mesoporous composite molecular sieve. Waste Management, 102, 561–568.
https://doi.org/10.1016/j.wasman.2019.11.012
López, J., Pérez, R., & Castillo, M. (2018). Environmental impact of high-density polyethylene
waste and its valorization through pyrolysis. Journal of Sustainable Energy, 25(3), 134-
145.
Martínez, L., Gómez, D., & Herrera, J. (2021). High-density polyethylene pyrolysis for liquid fuel
production: A review. Fuel Processing Technology, 210, 106567.
Miskolczi, N., Angyal, A., Bartha, L., & Valkai, I. (2009). Fuels by pyrolysis of waste plastics from
agricultural and packaging sectors in a pilot scale reactor. Fuel Processing Technology,
90(7–8), 1032–1040. https://doi.org/10.1016/j.fuproc.2009.04.019
Moinuddin, S., Mamunor Mohammad, R., Rashid Mohammed M., & Muhammad S. R. (2012).
Proponen una nueva tecnología para reciclar plásticos de desecho en combustible de
hidrocarburos en EE. UU. Int. J. Energy Environ., 3, 749-760.
Ordoñez-Agredo, K. A., Coral-Coral, D. F., Rodríguez-Páez, J. E., Diosa, J. E., & Mosquera-
Vargas, E. (2023). Pirólisis del tereftalato de polietileno y poliestireno para la síntesis de
nanoestructuras de carbono: una revisión bibliométrica. Revista UIS Ingenierías, 22(2),
29-42. https://doi.org/10.18273/revuin.v22n2-2023003
Palmay, P., Medina, C., & Vargas, K. (2021). Pirólisis de plásticos de invernadero para
recuperar ceras líquidas útiles para refinación. Ciencia Latina Revista Científica
Multidisciplinar, 5(3), 2463. https://doi.org/10.37811/cl_rcm.v5i3.464
84 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
Pérez, F., Ramírez, J., & Soto, H. (2022). Optimization of pyrolysis parameters for HDPE
conversion into fuels. Chemical Engineering Journal, 429, 132378.
Plastics Europe, G. M. R., & Conversio Market & Strategy GmbH. (2019). Plastics - the facts
2019 (p. 14, 35). https://www.plasticseurope.org/en/resources/market-data
Proaño, O., & Crespo, S. (2009). Obtención de combustibles a partir de residuos plásticos, 30,
137-144.
Ramírez, C., & Ortiz, P. (2023). Modelling pyrolysis of plastic waste for sustainable fuel
production. Energy & Fuels, 37(4), 2789-2802.
Rejas, L., Carreón, B., Ortiz, M., Llanes, L., & Copa, M. (2015). Generación de combustibles
líquidos a partir de residuos plásticos. Revista Ciencia, Tecnología e Innovación, 10(11),
635-642. Recuperado el 7 de febrero de 2025, de
http://www.scielo.org.bo/scielo.php?script=sci_arttext&pid=S2225-
87872015000100005&lng=es&tlng=es
Rodríguez, C., & Sánchez, E. (2019). Thermochemical conversion of plastic waste: A case
study on HDPE. Energy Conversion and Management, 200, 112038.
Rojas, A., & Medina, D. (2018). Environmental assessment of pyrolysis-derived fuels from
plastic waste. Renewable Energy, 126, 919-930.
Salazar, D., Pauca, R., & Cochachi, A. (2024). Obtención de combustible líquido a partir de
residuos plásticos. Prospectiva Universitaria, 1, 105-110.
https://doi.org/10.26490/uncp.prospectivauniversitaria.2022.19.1960
Zhang, B., Zhong, Z., Li, T., Xue, Z., Wang, X., & Ruan, R. (2018). Biofuel production from
distillers dried grains with solubles (DDGS) co-fed with waste agricultural plastic
mulching films via microwave-assisted catalytic fast pyrolysis using microwave
absorbent and hierarchical ZSM-5/MCM-41 catalyst. Journal of Analytical and Applied
Pyrolysis, 130(February), 249–255. https://doi.org/10.1016/j.jaap.2018.02.007
85 Revista Multidisciplinar Epistemología de las Ciencias | vol. 2, núm. 1, 2025 | DOI: https://doi.org/10.71112/8p1egg26
Zadgaonkar, A. (2006). Proceso y equipos para la conversación de residuos plástico en
combustibles. En J. Scheirs (Ed.), Reciclaje de Feedstock y Pirolisis de los plásticos de
residuos (cap. 27). Canadá. https://doi.org/101002/0470021543ch27